
Low-level scissor lifts close the gap between ladders and full-height access platforms. They let teams work safely where ceiling heights, floor loading, or tight aisles rule out larger machines. This article covers the full range of minimum and low-level scissor lifts, key design parameters, and how engineers match models to tasks and control lifecycle cost.
Across the sections, you will see how ground-entry tables, compact mobile units, and special pallet platforms differ in capacity, stroke, and platform geometry. We will link these design choices to safety, OSHA compliance, and long-term cost control. Along the way, we will keep returning to a core search question for engineers and buyers: what is the minimum height of a scissor lift, and how does that affect selection, integration, and practical use in real plants and warehouses.
Types Of Minimum And Low-Level Scissor Lifts
Engineers who ask what is the minimum height of a scissor lift usually evaluate low-level and ground-entry designs. This section explains the main types of minimum-height and low-level scissor lifts and where each type fits best. It links collapsed height, capacity, and mobility to real tasks such as pallet handling, assembly, and indoor maintenance. The goal is to help you shortlist the right family of lifts before detailed sizing and specification work.
Ground-Entry And Ultra-Low-Profile Tables
Ground-entry and ultra-low-profile tables focus on minimum closed height. Typical collapsed heights range from about 85 mm up to 265 mm, depending on capacity and mechanism. These lifts let operators load pallets or trolleys with minimal or no ramp, which cuts push forces and trip risks.
Engineers usually compare three aspects when selecting these tables:
- Minimum height versus required stroke and top height
- Capacity band, often 500 kg to 2000 kg for low-profile units
- Loading method: pallet truck, forklift, or roll-on trolley
Ultra-low designs often use reinforced scissor arms and thin, high-strength platforms to keep the closed height small without losing stiffness. Where floor cutting is not allowed, these tables give pit-level access while sitting fully on the slab. They work well in packing cells, machine infeed stations, and ergonomic workbenches.
Manual, Electric, And Hydraulic Drive Options
Drive choice sets duty capability and running cost. Manual low-level lifts use foot pumps or hand pumps and suit light loads, often 100 kg to 750 kg, and short, infrequent lifts. They avoid power wiring and give simple, low-cost positioning.
Electric-hydraulic units use an electric motor to drive a hydraulic pump. They handle higher capacities and longer strokes with repeatable cycle times. Typical low-level tables use single-phase supplies or three-phase 380 V power, depending on size. Designers check duty cycle, oil temperature rise, and motor rating when specifying these units.
Pure battery-electric mobile scissor lifts support indoor maintenance where zero emissions and low noise matter. For long shifts, lithium-ion packs reduce charging downtime and maintenance. In heavier outdoor work, bi-energy systems combine engine power with battery operation, so one machine can cover both sites and warehouses.
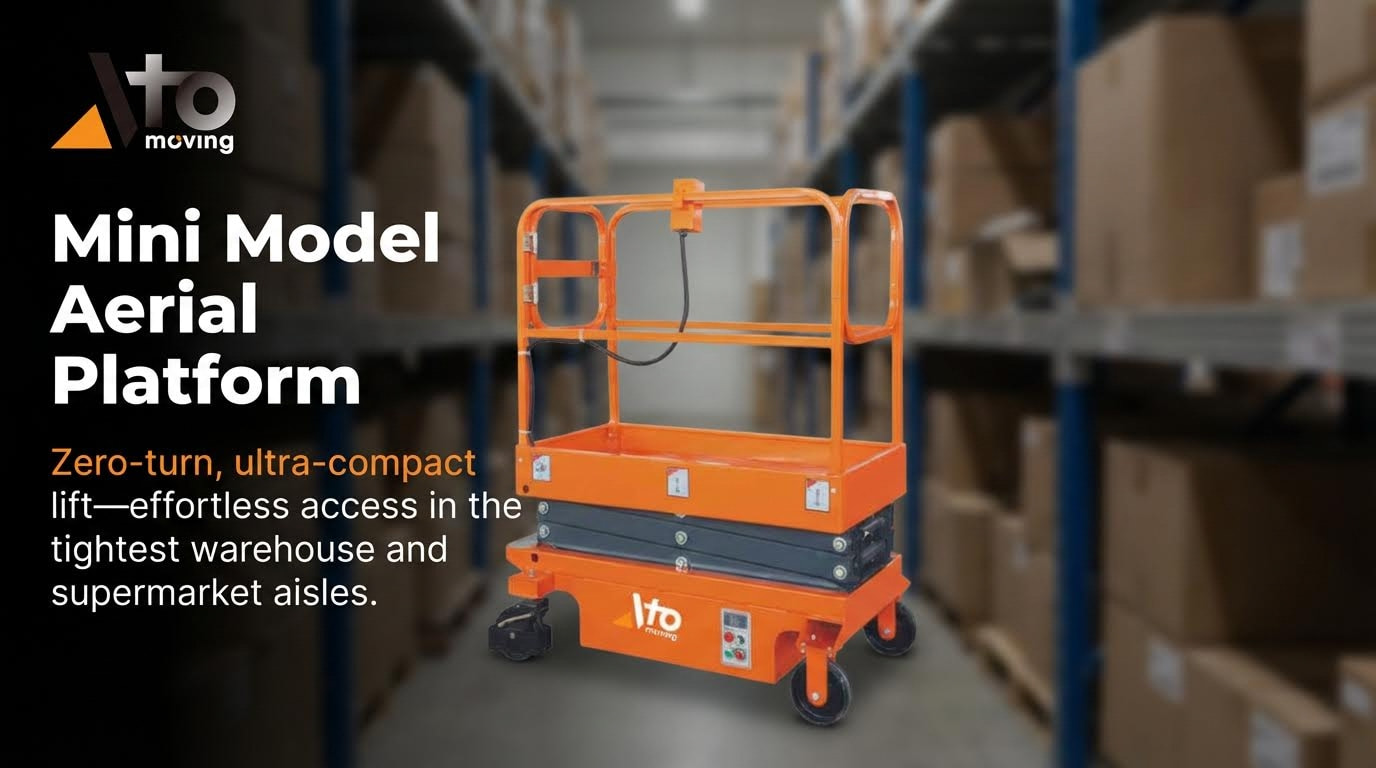
Compact Mobile Lifts For Tight Indoor Spaces
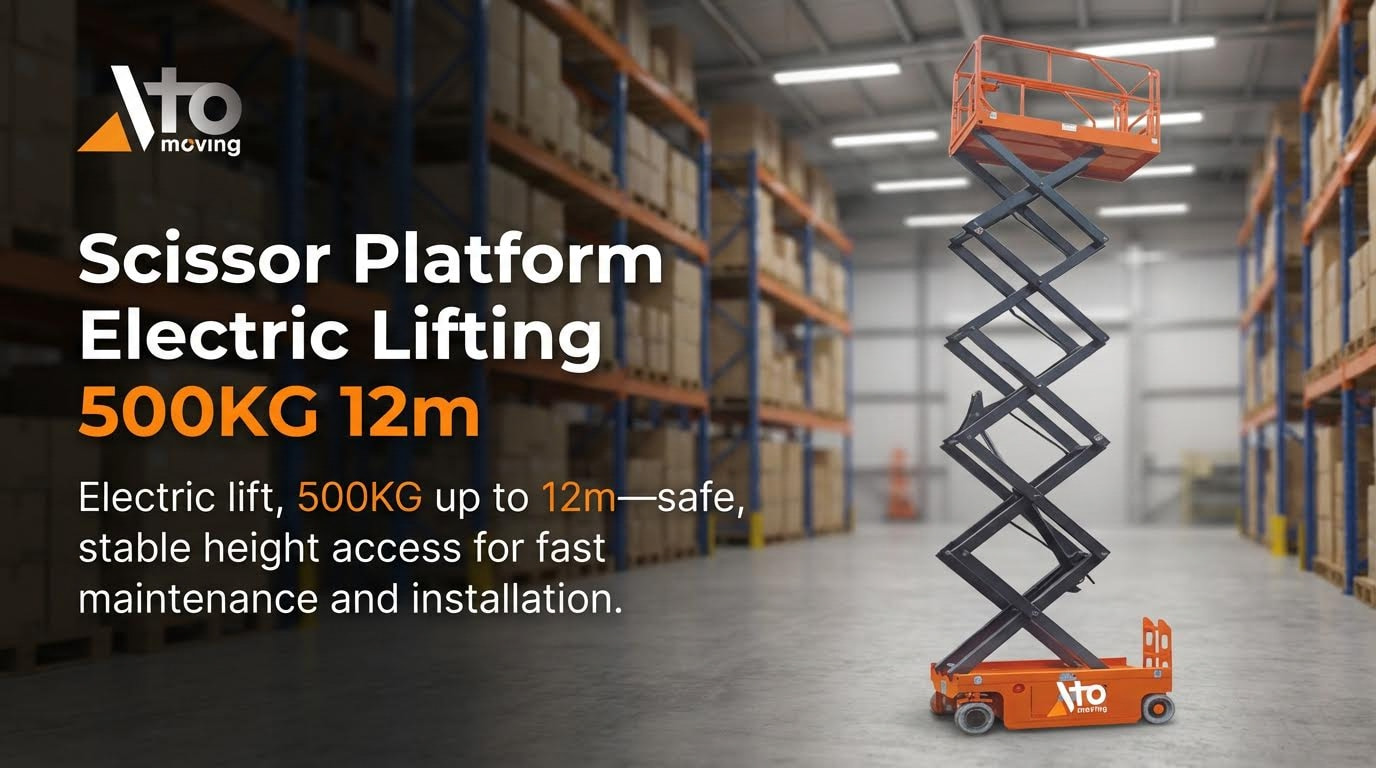
Compact mobile scissor lifts serve tasks where access, not just height, is the main limit. Typical platform heights range from about 6 m to 12 m, with working heights around 8 m to 14 m. These machines fit through standard doorways and can travel in narrow aisles.
Key engineering checks include:
- Stowed height versus door and mezzanine clearances
- Base width versus aisle width and turning space
- Platform capacity, often around 300 kg, versus tool and material loads
Travel speeds around 4 km/h keep internal logistics efficient while maintaining control. Non-marking tires and electric drive protect finished floors and reduce noise. For safe movement at height, standards limit the height-to-base ratio or require stability testing to ANSI or similar criteria. Control layout, emergency lowering, and guardrail strength must comply with scaffold and fall protection rules.
U-Shaped And Special Platforms For Pallet Work
U-shaped low-profile scissor tables target pallet handling without pits or long ramps. The open center lets a pallet truck place a pallet directly on the platform while the forks sit in the gap. This design cuts lift-off height and speeds loading.
Engineers usually evaluate:
- U-opening width and length versus pallet size
- Minimum platform height, often close to 85 mm, to match truck fork height
- Capacity, commonly 1000 kg to 2000 kg, for full pallets
Special platforms include rotating tops, tilt tops, or custom fixtures for assembly lines. These options reduce bending and reaching, which lowers ergonomic risk scores. Surface treatments such as shot blasting and powder coating improve corrosion resistance under pallet abrasion. When combined with guardrails or toe boards, low-level pallet lifts can also support safe order picking and light assembly at variable height.
Key Design Parameters And Performance Metrics

Engineers who ask what is the minimum height of a scissor lift need clear design data, not catalog slogans. Low-level and minimum-height scissor lifts trade stroke and capacity against closed height, footprint, and stability margins. This section explains how capacity, platform geometry, drive system, structure, and OSHA-related safety factors interact for low-profile machines. The goal is to support safe selection and specification for tight indoor and ground-entry work.
Capacity, Platform Size, And Lift Stroke Ranges
Low-level scissor lifts covered typical capacities from 100 kilograms to 2000 kilograms. Lightweight manual units sat at the low end, while low-profile industrial tables reached the upper range. Minimum closed heights for true low-profile tables reached about 85 millimetres. That answered what is the minimum height of a scissor lift in real factory use, not theory.
Engineers balanced three linked parameters.
- Rated capacity: 100–750 kilograms for manual; 500–2000 kilograms for powered low-profile tables.
- Platform size: about 700 × 450 millimetres up to roughly 1010 × 520 millimetres for small mobiles.
- Stroke: from sub-metre table travel to 6–12 metres platform height on mobile units.
Lower minimum height usually reduced achievable stroke for a given scissor geometry. Very thin base frames limited cylinder size and linkage angles. For pallet handling, U-shaped platforms removed deck under the pallet. That allowed direct pallet entry with a hand truck and kept closed height low without pits or ramps.
Power, Duty Cycle, And Energy Efficiency Choices
Low-level scissor lifts used three main drive types. Manual hydraulic foot pumps suited light loads and short duty cycles. Electric-hydraulic systems covered most warehouse and maintenance tasks. Pure hydraulic power units without onboard electrics served remote or hazardous sites.
Key selection points included:
- Duty cycle: intermittent maintenance work versus near-continuous line feeding.
- Power source: single-phase supply, three-phase 380 V, or 24 V battery systems.
- Travel speed for mobile units: up to about 4.0 kilometres per hour.
Battery choice had strong lifecycle impact. Lead-acid batteries offered lower upfront cost but shorter life, roughly a few years. Lithium-ion packs supported far higher charge cycles and lower daily maintenance. Bi-energy concepts combined combustion engines for outdoor travel with battery-electric lift for indoor zones. For low-level indoor lifts, fully electric drive with efficient hydraulic circuits cut noise, emissions, and operating cost.
Structural Design, Materials, And Surface Treatment
Low-level scissor lifts relied on compact but stiff structures. Designers typically used heavy-duty steel sections for arms, base frames, and platforms. Over-designed cross-sections limited deflection at full rated load and full stroke. That protected sliding blocks, rollers, and pivot pins from overload.
Common structural design checks included:
- Bending and buckling of scissor arms under eccentric loads.
- Fatigue life of welded joints at pivot brackets.
- Local bearing stresses at rollers and guide tracks.
Surface preparation and coating mattered because low-profile lifts often sat close to wet floors, chemicals, and impact from pallets. Shot blasting created a clean base metal surface. High-temperature baked powder coating then improved corrosion resistance and chip resistance. In aggressive sites, engineers specified thicker coatings and sealed pivot points. Stainless or plated pins and fasteners reduced seizure risk and kept folding mechanisms smooth over long duty cycles.
Stability, Guardrails, And OSHA Compliance Factors
Low-level scissor lifts still counted as supported scaffold platforms under OSHA rules. That meant guardrails, access, and load control requirements applied even at modest heights. Guardrail systems had to meet 29 CFR 1926 Subpart L or related sections. Workers needed training to stand only on the platform and not on rails.
Stability depended on base width, wheel layout, and operating envelope. OSHA and ANSI guidance limited movement with elevated platforms unless strict level and ratio limits were met. For example, the height to base-width ratio during travel needed to stay at or below two to one unless the lift passed specific stability tests. Employers had to:
- Keep platforms within rated load and avoid improvised extensions.
- Select firm, level surfaces and respect wind limits for outdoor work.
- Maintain at least 3 degrees or better level when moving with personnel.
Positioning also affected safety. Operators kept at least 3 metres clearance from live electrical sources unless specially trained. Traffic control and spotters reduced crushing risks near fixed structures. Regular inspections of guardrails, limit switches, lock valves, and brakes formed part of a documented maintenance plan that supported OSHA compliance and reduced collapse or tip-over risk.
Selection, Integration, And Lifecycle Cost Control

Engineers who ask what is the minimum height of a scissor lift usually also face selection and cost questions. They must match low-level scissor lifts to tasks, integrate them into workflows, and control total lifecycle cost. This section focuses on application fit, safety planning, buy-versus-rent decisions, and digital monitoring for low and minimum-height units.
Matching Lift Type To Application And Environment
Selection starts with required working height and minimum stowed height. Ultra-low-profile tables for pallet handling can sit as low as about 85 mm above the floor, while compact person-lifts usually start higher. Engineers should define three ranges:
- Minimum platform height needed for ground entry or pallet loading.
- Maximum platform height or working height required.
- Rated load in kilograms, including tools and materials.
Indoor maintenance in tight aisles favors compact electric or manual units with low noise and zero exhaust. Outdoor tasks often need higher ground clearance, larger platforms, and better wind stability. For pallet work, U-shaped or cut-out platforms remove the need for ramps or pits and reduce manual handling. When layouts change often, mobile lifts with small turning radius and doorway-friendly width reduce relocation time and damage risk.
Safety Systems, Training, And Maintenance Planning
OSHA treated scissor lifts as supported scaffolds. Guardrails, safe access, and fall protection rules applied. Even low-level lifts needed guardrails that met 29 CFR 1926 or 1910 criteria. Engineers should specify:
- Full-height guardrails, mid-rails, and toe boards on person-lifts.
- Emergency stop controls at platform and base.
- Load charts and clear labeling near control stations.
Training plans must cover pre-use checks, platform loading, and safe travel rules. Operators should know when they can move a lift while elevated and the site’s maximum allowed wind speed. Maintenance planning should group tasks by interval, for example daily visual checks, monthly functional tests, and scheduled hydraulic oil and battery service hours. Low-level units still need inspections of scissor pins, welds, and limit switches to prevent collapse or unintended motion. A structured plan lowers unplanned downtime and extends service life.
Buy Versus Rent: Utilization And Cash Flow Analysis
Lifecycle cost control depends on realistic utilization estimates. Electric scissor lifts often had service lives near a decade, so high-use sites gained from ownership. For low-level units used only a few times per year, rental avoided idle capital and storage problems. Engineers can compare options using three steps:
- Estimate annual operating hours and number of projects.
- Add rental day rates, transport, and standby charges.
- Compare to ownership costs, including finance, planned maintenance, and battery replacement.
Studies in rental markets showed that buying often became cheaper after several similar projects with stable height needs. Lithium batteries increased the benefit of ownership because of long cycle life and low maintenance. Rental still worked as a risk-control tool when project scopes changed often or when special height or outreach was needed for short periods.
Digital Tools, IoT Monitoring, And Predictive Care
Digital tools helped engineers manage fleets of low-level and standard scissor lifts. IoT modules could log operating hours, charge cycles, fault codes, and location. This data supported predictive maintenance. Teams could schedule hydraulic checks or battery changes before failures stopped work. Remote monitoring also helped verify safe use. Managers could see if operators exceeded rated loads or moved lifts while elevated against site rules. For cost control, hour meters and utilization dashboards showed which units justified ownership and which should shift to rental. Integration with work order systems reduced paperwork and improved traceability of inspections. Over time, these tools turned scattered maintenance tasks into a controlled, data-driven process around each lift’s actual duty cycle and environment.
Summary And Practical Takeaways For Engineers
Engineers who ask what is the minimum height of a scissor lift usually try to solve access, safety, and cost problems at the same time. Low-level and ground-entry designs showed closed heights from about 85 millimetres for fixed tables to roughly 265 millimetres for light mobile units, with working heights from under 1 metre up to around 14 metres. Across the article, the key theme was to match lift type, drive system, and platform geometry to task, environment, and duty cycle instead of chasing maximum height alone.
From a design and specification view, the main filters were clear. Define required platform height range, then check capacity, platform size, and stroke. Confirm structural stiffness, surface treatment, and stability margins, and verify guardrails and controls against OSHA scaffold rules and relevant ANSI stability tests. For lifecycle cost, combine utilization, project duration, and battery type to decide buy versus rent, and then plan maintenance intervals, inspections, and operator training.
Going forward, engineers can expect more compact ultra-low-profile lifts, wider use of lithium batteries, and stronger integration of IoT monitoring for duty cycle and fault data. These trends will not remove the need for sound engineering judgement. Practical projects still depend on conservative stability checks, simple access for maintenance, clear operating procedures, and disciplined inspection routines. Digital tools, including predictive care and remote diagnostics, should support these basics, not replace them.
,
Frequently Asked Questions
What is the minimum height of a scissor lift?
The minimum platform height for most standard scissor lifts typically starts at around 3 meters. This measurement refers to the height the platform can reach, not including the height of the equipment itself. For specific applications requiring lower heights, specialized compact models are available from various manufacturers. Scissor Lift Height Guide.
What factors determine the working height of a scissor lift?
The working height of a scissor lift depends on several factors, including the model type and its design specifications. Indoor lifts often reach slightly higher than outdoor models due to stability considerations. Additionally, certain lifts may have restricted weight capacities at maximum heights. Always check manufacturer guidelines before operation. MEC Micro 26 Specifications.

