
Secure drum transport relied on a combination of engineered equipment, operator training, and strict regulatory compliance. This article examined drum types, their failure modes, and the stability principles that governed safe movement and storage layouts. It then compared major classes of drum handling equipment, from forklift attachments and below-hook devices to mobile trucks, dollies, and specialized nuclear waste systems. Finally, it linked day-to-day operating practices, training, and maintenance to DOT, UN, OSHA, and IMDG requirements, concluding with compliance-focused recommendations for industrial operations.
Core Principles Of Safe Drum Transport

Safe drum transport depended on understanding the container, the product, and the operating environment as a single system. Engineering practice focused on preventing loss of containment, maintaining stability, and complying with hazardous materials regulations across all modes of transport. These core principles applied equally to steel, plastic, and fibre drums, and became more stringent when drums contained regulated hazardous materials.
Drum Types, Failure Modes, And Risk Profiles
Steel, plastic, and fibre drums exhibited different mechanical behaviours under impact, stacking, and temperature variation. Steel drums provided high mechanical strength and were common for flammable liquids and aggressive chemicals, but they could dent, buckle at chimes, or develop seam leaks after impact or corrosion. Plastic drums, including L-ring and Mauser designs, resisted corrosion and handled many aqueous products, yet they were vulnerable to creep under long-term stacking loads, ultraviolet degradation, and brittle fracture at low temperatures. Fibre drums offered low mass and corrosion resistance for dry or low-hazard products, but they had low puncture and moisture resistance, so they were unsuitable for high-consequence spills.
Typical failure modes included bung or closure leakage, chime separation, sidewall puncture, base deformation, and loss of hoop strength. For liquid-filled drums, dynamic sloshing increased internal pressure and amplified stresses at closures and seams during acceleration, deceleration, and tipping. When drums carried hazardous materials under DOT or UN regulations, these failure modes translated directly into risk profiles defined by packing group, toxicity, flammability, and environmental impact. Engineers therefore selected drum type, wall thickness, and closure design based on both mechanical loads and the consequence of a release, then verified suitability through UN performance tests such as drop, leakproofness, hydrostatic pressure, and stacking tests.
Applicable Standards: DOT, UN, OSHA, IMDG
Secure drum transport operated within a layered regulatory framework covering classification, packaging, handling, and documentation. In the United States, the Hazardous Materials Transportation Act established the basis for hazardous materials rules codified in 49 CFR. Parts 172, 173, 178, 179, and 180 specified material designations, packaging performance standards, and testing for drums and salvage packagings. UN performance-oriented packaging requirements aligned with these rules and defined tests for steel, plastic, and composite drums, as well as salvage drums and large salvage packagings.
Salvage drums used for damaged or leaking containers had to meet at least Packing Group III performance, pass a leakproofness test of 20 kPa, and not exceed 450 L capacity. Large salvage packagings intended for higher risk applications required Packing Group II performance and a 30 kPa leakproofness test. OSHA standards governed workplace handling, including training, equipment guarding, and hazard communication during loading, unloading, and storage. For maritime transport, the IMDG Code provided detailed requirements for classification, packing, segregation, marking, labelling, and documentation of dangerous goods in drums. Compliance demanded correct UN markings, “SALVAGE” identification in specified letter heights where applicable, and mode-specific rules for salvage cylinders, which were designed to ASME Section VIII and restricted to motor vehicle or cargo vessel transport.
Load Rating, Center Of Gravity, And Stability
Engineering for stable drum transport began with accurate mass estimation, including drum tare, product, and any liners or absorbents. The combined load had to remain within the rated capacity of the drum, the handling device, and the transport vehicle, with an adequate safety factor. Exceeding rated capacities increased the probability of structural failure in drum walls, pallet decks, or forklift masts, and it also degraded braking performance and steering control. Stability analysis focused on the drum’s center of gravity (CoG) relative to support points and restraint systems.
Vertical CoG rose as drums were stacked or placed on elevated platforms, increasing overturning moments during lateral acceleration and impact. Liquid-filled drums exhibited shifting effective CoG due to sloshing, especially when partially filled, which reduced roll and pitch stability during cornering or sudden stops. Engineers mitigated these effects by limiting stack height, using compatible pallets, and applying restraints such as chocks, straps, or racks that constrained both translation and rotation. For forklift or attachment-based handling, the effective CoG of the truck–attachment–drum system had to remain within the stability triangle defined by the truck’s wheelbase and rated load center. This required de-rating forklift capacity when using heavy drum attachments and avoiding high lifts with offset or eccentric drum loads.
Route, Floor, And Storage Layout Considerations
Safe drum movement depended heavily
Selecting Drum Handling And Transport Equipment
Engineers had to match drum handling equipment to drum type, mass, contents, and route conditions. Suitable selection reduced manual handling, limited dynamic loads, and improved containment integrity during transport. Modern product ranges covered forklift-mounted, below-hook, and pedestrian-operated solutions, plus specialized systems for hazardous and nuclear applications.
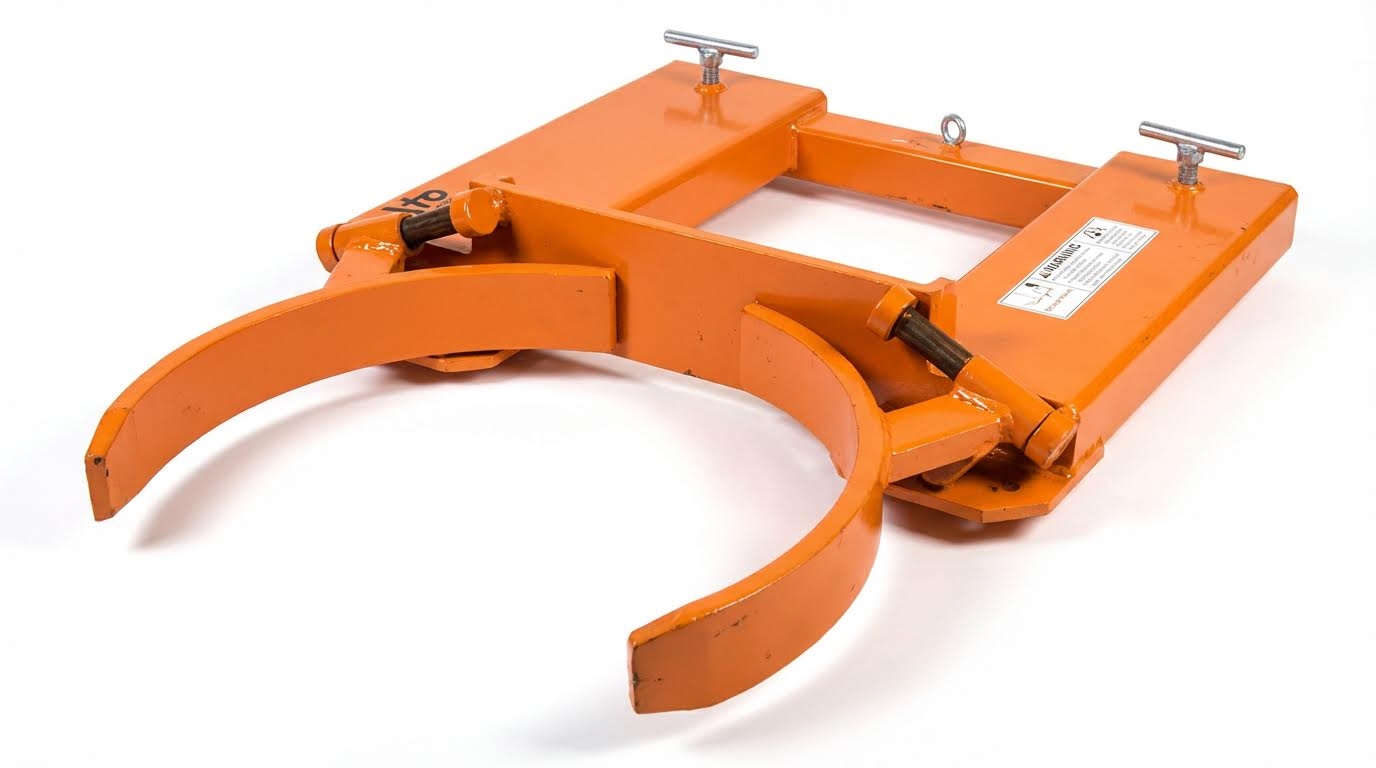
Forklift Attachments: Grippers, Clamps, And Rotators
Forklift drum attachments converted a standard truck into a dedicated drum handler. Rim, waist, and base grippers engaged the drum at structurally robust regions, reducing shell deformation and slip risk. Manufacturers offered attachments for closed-head steel drums, open-top steel drums, plastic L-ring drums, Mauser drums, and fibre drums, with geometry tuned to each profile. Rotator and pourer attachments allowed controlled tipping, rotating, and decanting, which was critical for viscous or hazardous liquids.
Engineers specified attachments based on rated capacity, drum diameter range, and center-of-gravity offset at maximum tilt. The combined mass of forklift, attachment, and loaded drum had to remain within the truck’s rated capacity and stability envelope. Quick-attach systems that locked positively to the forks or carriage reduced changeover time and minimized operator exposure, provided the attachment included mechanical or hydraulic interlocks. Annual inspection and proof testing, in line with regulations such as LOLER or OSHA-equivalent requirements, helped maintain structural integrity and functional safety.
Overhead Lifters, Stackers, And Below-Hook Devices
Overhead drum lifters and below-hook devices interfaced with cranes, hoists, or monorails for vertical handling and high stacking. Typical designs used adjustable gripping arms, rim clamps, or band-type cradles to accommodate steel, plastic, or fibre drums. Below-hook drum handlers and drum rackers enabled precise placement into racking systems, which reduced impact loads on drum shells and pallet decks. For washdown or corrosive environments, stainless steel constructions and sealed bearings improved durability and hygiene.
Stackers, whether manual, semi-electric, or fully powered, bridged the gap between forklifts and overhead cranes in confined spaces. They provided controlled lift and tilt functions for loading onto platforms, scales, or process inlets. Engineers evaluated lift height, minimum turning radius, and floor loading to ensure compatibility with existing slabs and mezzanines. Compliance with applicable hoisting standards and periodic load testing ensured that below-hook devices maintained adequate safety factors, typically 4:1 or higher for structural components.
Drum Trucks, Dollies, Palletizers, And Dumpers
Drum trucks and dollies supported short-distance, low-level transport where forklifts were impractical or uneconomic. Two-wheel drum trucks allowed a single operator to tilt and roll a drum while keeping the load near the ground, reducing fall consequences. Four-wheel drum dollies and cradles provided a stable base for moving full 200 L to 220 L drums across smooth floors, limiting point loads and floor damage. Low-profile designs facilitated transfer on and off pallets, scales, and spill containment decks.
Drum palletizers and mobile drum handlers enabled ergonomic loading of drums onto pallets or into confined pallet patterns. They reduced manual push-pull forces and torsional stresses on operators’ spines. Stationary and portable drum dumpers allowed controlled tipping and emptying into hoppers or mixers, with guarded mechanisms to prevent inadvertent access to pinch points. Selection criteria included tipping angle, discharge height, cycle time, and compatibility with existing containers and dust control systems. Where drums contained hazardous liquids, engineers integrated dumpers with drip trays, enclosures, or local exhaust ventilation to manage spills and vapors.
Specialized Systems For Hazardous And Nuclear Waste
Hazardous and nuclear waste handling required engineered systems that prioritized containment and remote operation. Waste Drum Transfer Systems (WDTS) for gloveboxes and hot cells replaced manual bag-out with remote, bagless rapid-transfer ports. These systems used self-centering docking rings and automated locking mechanisms, controlled by programmable logic controllers with touch-screen interfaces. Shielded or unshielded configurations allowed optimization between radiation protection and usable internal volume, depending on waste category.
Specialized drum systems incorporated drum liners, often polyethylene or stainless steel, capable of multiple filling cycles without breaching containment. High-flow gas filters and optimized liner geometries supported high-wattage, non-hydrogenous waste loading while controlling internal pressure and gas generation. Integrated interlocks prevented door opening or undocking under
Operating Practices, Training, And Maintenance

Robust operating practices, structured training, and disciplined maintenance formed the backbone of secure drum transport. Engineering controls, however sophisticated, only performed as intended when operators followed consistent procedures and equipment remained within specification. This section focused on practical routines that reduced dropped loads, leaks, and regulatory non-compliance during drum handling and transport.
Pre-Use Inspection Of Drums And Handling Gear
Pre-use inspection started with the drum itself before touching the handling gear. Operators checked for dents on chimes, creases in the shell, corrosion, bulged ends, or deformed bungs that indicated overpressure or prior impact. For hazardous materials, they verified UN/DOT markings, compatibility between drum material and contents, and that salvage drums contained adequate compatible absorbent and cushioning to eliminate free liquid. Handling equipment such as forklift attachments, drum trucks, dollies, and lifters required visual checks for cracked welds, bent arms, worn pads, and hydraulic leaks. Technicians confirmed locking pins, quick-attach mechanisms, and clamps engaged fully and moved freely, and they removed from service any unit that failed inspection until a qualified person assessed and repaired it.
Secure Attachment, Motion Control, And Load Restraint
Secure connection between the drum handler and the prime mover was non-negotiable for safe operation. Forklift-mounted drum attachments needed correct fork spacing, fully engaged forks, locked heel pins, and verification that any quick-attach system positively latched before lifting. Operators applied smooth acceleration, deceleration, lifting, and rotation, especially with liquid-filled drums where sloshing shifted the center of gravity. Travel speeds stayed low, with drums carried as low as practicable to improve stability and respect the combined rated capacity of truck and attachment. During transport on vehicles or in storage, personnel aligned drums in tight patterns, avoided excessive stacking heights, and used straps, chains, or chocks to prevent rolling or shifting, with periodic checks during transit to confirm restraints remained tight.
Operator Training, Refresher Courses, And SOPs
Effective training programs covered both general powered industrial truck operation and the specific dynamics of drum handling. Curriculum addressed drum types, failure modes, hazardous material classifications, and the limitations of each attachment or lifter. Operators practiced mounting and dismounting attachments, gripping different drum geometries, rotating and pouring where relevant, and responding to leaks or dropped loads. Refresher training at defined intervals reinforced correct habits, incorporated incident learnings, and updated staff on regulatory or equipment changes. Written standard operating procedures (SOPs) translated best practice into stepwise instructions, integrated with lockout/tagout, spill response, and hazardous materials handling plans, ensuring consistent behavior across shifts and locations.
Preventive Maintenance And Predictive Monitoring
Preventive maintenance programs scheduled inspections, lubrication, and functional tests for both forklifts and drum handling attachments at defined intervals. Annual service and load testing of lifting accessories supported compliance with regulations such as LOLER in relevant jurisdictions and DOT or OSHA expectations for safe condition. Maintenance personnel verified structural integrity, fastener torque, hydraulic performance, and the condition of wear components like pads, rollers, and seals, replacing items before failure. For high-utilization or critical applications, facilities increasingly applied predictive techniques such as tracking cycle counts, monitoring hydraulic temperature or vibration, and logging defect trends to anticipate failures. Accurate maintenance and inspection records demonstrated regulatory compliance, informed replacement planning, and reduced unplanned downtime during drum handling operations.
Summary And Compliance-Focused Recommendations

Secure drum transport depended on aligning engineering practice with regulatory requirements and disciplined operations. Engineers first defined drum types, contents, and failure modes, then selected packaging and handling methods that matched DOT, UN, OSHA, and IMDG classifications. Stability analysis, including center-of-gravity location and load rating checks, reduced tip-over and spill risks during forklift, overhead, or manual handling. Layout planning for routes, floor capacity, and storage patterns further limited collision and stacking failures.
Equipment choice played a central role in risk reduction. Forklift attachments with rim, waist, or base grippers, as well as rotators and dumpers, improved control of steel, plastic, and fibre drums. Overhead lifters, stackers, and below-hook devices enabled vertical moves where floor space was constrained. For hazardous and nuclear waste, engineered systems such as shielded transfer units and below-hook handlers isolated operators and contained materials, complying with HMTA-based rules and ASME code requirements for salvage cylinders and packagings.
Operational discipline underpinned technical controls. Pre-use inspection of drums, salvage drums, and salvage cylinders verified integrity, markings, and capacity limits, including UN performance levels and leakproofness criteria. Crews secured attachments, applied conservative motion profiles, and restrained loads during transport and storage. Structured training and refresher programs covered equipment-specific hazards, hazardous materials regulations, and emergency response, while records demonstrated compliance and supported audits.
Going forward, facilities should combine preventive maintenance with condition-based monitoring for critical drum handling assets, including forklift attachments, powered rotators, and specialized transfer systems. Data from inspections, incident reports, and near-misses can guide upgrades, such as improved quick-attach mechanisms, better ergonomic aids, or higher-spec salvage packaging. A balanced strategy treats regulations as minimum requirements and uses engineering analysis to exceed them where consequence of failure is high, especially for flammable, toxic, or radioactive contents. This approach minimized accidents, protected personnel and the environment, and reduced long-term liability and lifecycle cost.
