
Handling full 55-gallon drums, which often weigh 180–360 kilograms, required engineered systems and disciplined procedures. This article examined load characteristics, regulatory duties, and spill control fundamentals that govern how to move 55 gallon drums safely in industrial environments. It then compared manual transport aids, pallet-based solutions, forklift drum grabber, and automated guided vehicles for different plant layouts and risk profiles. Finally, it summarized how industrial facilities could optimize drum handling for safety, ergonomics, and lifecycle cost while maintaining compliance and uptime.
Load Characteristics And Safety Fundamentals

Understanding load characteristics is the starting point for deciding how to move 55 gallon drums safely in industrial plants. Engineers must quantify drum mass, center of gravity, and dynamic stability before selecting handling equipment or writing procedures. This section links physical drum behavior with regulatory requirements, risk assessment, and control measures such as labeling, securing, and spill containment. It provides the technical foundation for comparing manual aids, pallet-based systems, and automated handling solutions in later sections.
Drum Weights, Center Of Gravity, And Stability
A full 55-gallon drum typically weighed between 180 kg and 360 kg, depending on the product density. Steel drums added more tare mass than plastic drums, which increased total load and affected how to move 55 gallon drums without exceeding equipment ratings. The center of gravity sat above mid-height when the drum was upright, which created a tall, slender load prone to tipping if accelerated or braked abruptly. Engineers had to consider static and dynamic stability: a drum that stood safely at rest could become unstable during turning, ramp travel, or impact with floor irregularities. Handling systems therefore used low-mounted support points, wide wheelbases, and positive retention devices to keep the combined drum–carrier center of gravity inside the support polygon during motion.
Regulatory Requirements And Risk Assessment
Safe drum handling in industrial plants operated under occupational safety, hazardous materials, and environmental regulations. Authorities required employers to eliminate manual lifting of 55-gallon drums and to use mechanical aids when individual loads exceeded prescribed manual handling limits. When planning how to move 55 gallon drums that contained hazardous substances, engineers had to integrate chemical classification rules, transport codes, and spill response standards into their risk assessments. Formal risk assessments evaluated likelihood and consequence for scenarios such as tipping, dropping from height, puncture, and vehicle collision. Controls then followed the hierarchy: substitution of lighter or collapsible containers where feasible, engineering controls such as drum transporter, pallet systems, and guarding, plus procedural controls including traffic management, training, and permit-to-work for high-risk transfers.
Labeling, Securing Loads, And Spill Control
Correct labeling ensured operators understood drum contents, hazards, and handling constraints before moving any load. Labels and placards followed harmonized chemical labeling systems and remained visible when drums were on dollies, pallets, or in racks. When defining how to move 55 gallon drums within plants, engineers specified methods to secure loads to prevent tipping, rolling, or sliding during acceleration, braking, or impact. This included drum rings, straps, chocks, and pallet patterns that locked four drums together for hydraulic pallet truck handling. Spill control planning covered both primary containment, such as intact drum walls and closures, and secondary containment like sump pallets, bunds, and floor drainage management. Procedures defined maximum transfer heights, travel routes away from sensitive drains, and the immediate deployment of absorbents and barriers if a drum leaked or failed during handling. For heavier drums, a forklift barrel grabber was often employed to ensure safe and efficient movement.
Drum Dollies, Hand Trucks, And Manual Transport Aids

Manual transport aids form the first line of control when planning how to move 55 gallon drums in industrial plants. Correct selection of drum dollies and trucks reduces musculoskeletal load, limits tip-over risk, and supports regulatory compliance. Engineers should match each aid to drum material, weight, floor condition, and traffic pattern. The following sections detail configuration choices that directly affect safety, productivity, and lifecycle cost.
Selecting Drum Dollies For Steel And Plastic Drums
A full 55-gallon drum typically weighed between 180 kg and 360 kg depending on product density. For steel drums at the upper end of this range, engineers specified drum dollies with rigid frames, welded joints, and rated capacities above the maximum drum mass plus a 25% safety margin. Low-profile circular dollies with a continuous ring supported steel drums well because they distributed load uniformly and limited local shell deformation. For plastic drums, designs with four casters and a larger contact area under the chime improved stability and reduced point loading on the softer shell. Facilities handling mixed fleets of steel and plastic drums often standardized on heavy-duty, corrosion-resistant dollies with chemical-resistant wheels, verifying compatibility with the stored chemicals according to the safety data sheets.
Two-Wheel Vs. Four-Wheel Drum Trucks
Two-wheel drum trucks functioned best for short, controlled moves where operators tilted the drum and shared part of the load. They allowed quick engagement and were easier to store, but imposed higher handle forces and relied on operator balance, which increased ergonomic risk at higher drum weights. Four-wheel drum trucks fully supported the drum mass, so operators mainly provided guidance and initial push force. This configuration improved stability, particularly for plastic drums and for routes with uneven floor joints or dock plates. In layouts where operators frequently moved drums over longer distances or on sloped surfaces, four-wheel trucks with integrated chime grips or cradles offered better control and reduced the likelihood of impact damage or tipping.
Wheel, Tire, And Brake Selection By Environment
Wheel and tire selection strongly influenced how to move 55 gallon drums safely on different surfaces. On smooth indoor concrete, hard polyolefin or molded rubber wheels rolled with low resistance and minimized push forces, but they transmitted more vibration into the drum and handle. In outdoor yards, on asphalt, or across gravel, pneumatic or foam-filled tires improved shock absorption and maintained contact over small obstacles, reducing sudden jolts that could destabilize tall drums. Engineers specified sealed bearings and corrosion-resistant hardware in wet or chemical exposure zones to avoid seizure and flat spotting. Where routes included ramps, dock plates, or trailer floors, drum dollies and trucks with reliable parking brakes or wheel chocks were essential to prevent uncontrolled movement, and risk assessments often required documented procedures for securing wheels before loading or unloading.
Ergonomics, Training, And Manual Handling Limits
Because full 55-gallon drums exceeded typical manual lifting limits, facilities prohibited freehand lifting or rolling except under tightly controlled conditions. Ergonomic guidelines from occupational safety authorities recommended limiting initial push and pull forces and sustaining forces, so engineers selected drum dollies and trucks that kept handle heights near waist level and minimized friction. Training programs covered correct tilting techniques for two-wheel trucks, safe walking speeds, and minimum clearances around corners and doorways to prevent side impacts. Operators learned to verify drum closures, check labels, and inspect wheels and frames before use. By integrating these aids into standard operating procedures and job safety analyses, plants reduced strain injuries, improved compliance with manual handling regulations, and provided a consistent, repeatable method for moving drums during normal operations and emergency responses.
Pallet Jacks, Forklift Drum Attachments, And AGVs
Pallet jacks, forklift drum attachments, and AGVs formed the core of mechanized strategies for how to move 55 gallon drums efficiently in industrial plants. These systems supported pallet-based flows, direct drum engagement, and fully automated transfer between process steps. Correct selection and integration reduced manual handling, limited spill risk, and optimized aisle layouts. The following subsections focused on practical engineering choices that linked safety, throughput, and lifecycle cost.
Pallet-Based Drum Handling And Layout Planning
Pallet-based handling answered the question of how to move 55 gallon drums in bulk with minimal touches. Plants typically loaded two to four drums on a pallet, depending on drum diameter and containment requirements. Pallet jacks or low-lift trucks then transported these unit loads through production, filling, or storage zones. Engineers planned clear aisle widths, usually 2.4 m or greater, to allow 180° turns with loaded pallet jacks and to keep impact forces low near drum corners.
Layout planning considered travel distances, slope, and floor flatness to prevent pallet rocking and drum tipping. Designers positioned staging areas near filling lines and loading docks to avoid unnecessary intermediate transfers. Where hazardous chemicals were present, they specified spill containment pallets or decks, ensuring sumps could capture at least 110% of the largest drum volume. Pallet orientation on racks or in floor lanes preserved label visibility and maintained drum bungs accessible for sampling, venting, or gas monitoring.
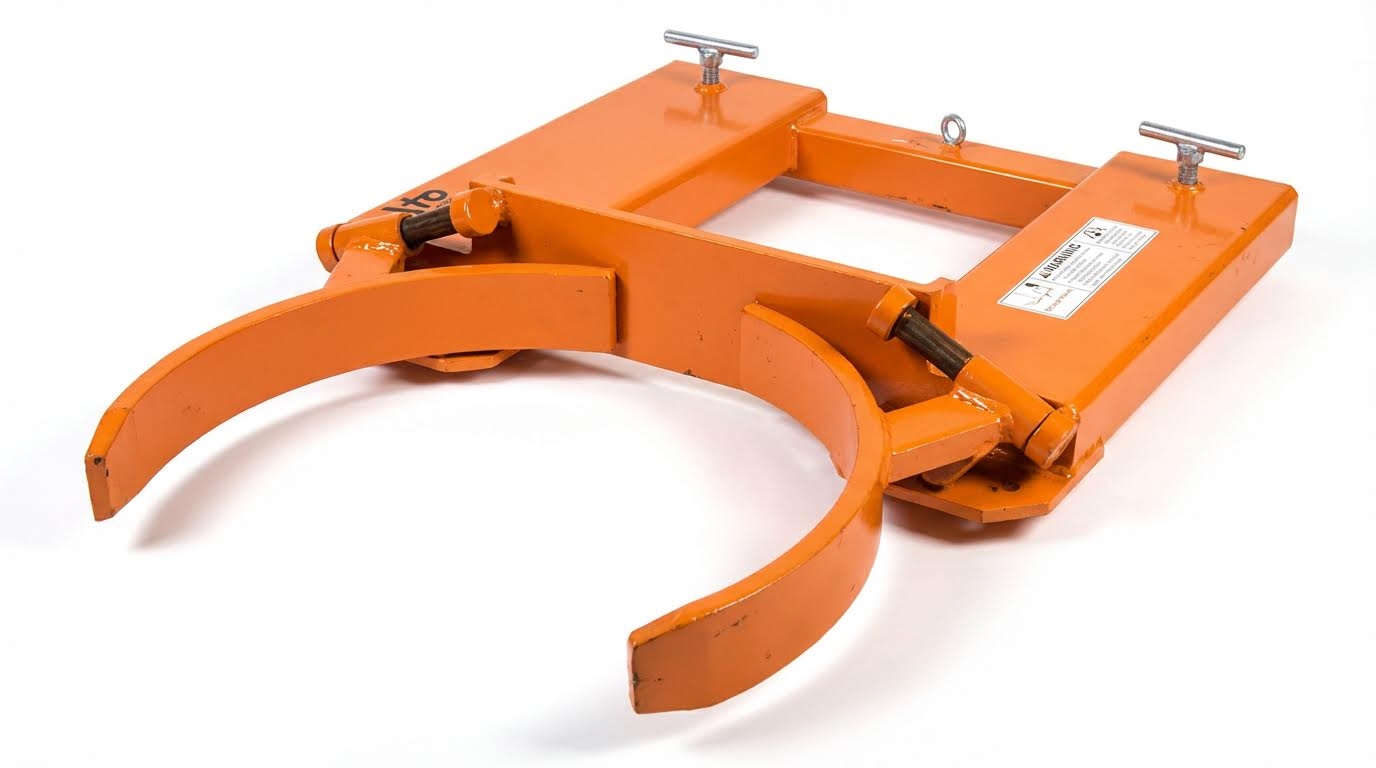
Forklift Drum Clamps, Grabs, And Powered Attachments
Forklift drum attachments addressed how to move 55 gallon drums individually when vertical lift or precise positioning was required. Beak-style clamps engaged the drum rim and suited steel drums with pronounced chimes positioned at least 0.6 m above the floor. Strap-based grabs handled both steel and plastic drums, typically covering diameters from about 0.36 m to 0.7 m. Engineers matched attachment capacity to worst-case filled drum mass, which often ranged from 180 kg to 360 kg per drum.
Industrial and deluxe attachments used steel or rubber-lined jaws to improve grip and reduce shell damage. Powered drum handlers integrated lift, tilt, and rotation, enabling controlled pouring at angles up to 90° or full inversion for dumping. These units often supported loads up to about 900 kg or more and interfaced with the truck’s auxiliary hydraulics or onboard batteries. In hazardous areas, specifiers checked compatibility with classified zones and ensured that clamping forces did not deform thin-wall plastic drums under repeated cycles.
Integration With AGVs, Cobots, And Digital Twins
AGVs and cobots changed how to move 55 gallon drums by decoupling transport from manual driving. AGVs moved drum pallets along defined routes using QR codes, magnets, or laser guidance, which required consistent floor conditions and tightly controlled traffic rules. Collaborative robots supported tasks such as bung removal, sampling, or valve operation around stationary drums, reducing operator exposure to vapors. Engineers defined safe zones, speed limits, and interaction rules where humans, AGVs, and forklifts shared space.
Digital twins of drum-handling areas modeled traffic density, queue times, and collision risk before physical deployment. These models incorporated drum mass, center-of-gravity positions, and aisle geometries to verify stability margins during acceleration and braking events. Simulations also evaluated emergency stop scenarios, ensuring that a fully loaded AGV could stop without shifting or toppling drums. Over time, telemetry from AGVs and smart sensors on attachments fed back into the twin, refining routing logic and work instructions for continuous improvement.
Predictive Maintenance And Lifecycle Cost Control
Predictive maintenance strategies directly affected the long-term cost of how to move 55 gallon drums in high-throughput plants. Pallet jacks, forklifts, and AGVs generated vibration, temperature, and duty-cycle data that maintenance teams used to predict bearing, wheel, and hydraulic failures. Regular oil analysis on hydraulic circuits and inspection of clamps, jaws, and straps prevented sudden loss of grip that could drop or tilt drums. Plants scheduled attachment overhauls based on cycle counts and load spectra instead of fixed calendar intervals.
Lifecycle cost models compared manual pallet jacks, standard forklifts, and AGV fleets across acquisition, energy, maintenance, and downtime. These models also included indirect costs from potential spills, injuries, and compliance events. Facilities handling hazardous or high-value contents often justified higher capital expenditure for powered and automated systems because they reduced incident probability and response costs. Documented inspection regimes, aligned with occupational safety and environmental regulations, ensured that drum-handling assets remained safe, available, and economically optimized over their service life.
Summary: Optimizing Drum Handling For Safety And Cost

Safe strategies for how to move 55 gallon drums in industrial plants required a systems view of load characteristics, equipment selection, and regulatory compliance. Facilities minimized risk by combining correct drum weight data, center of gravity control, and formal risk assessments with suitable dollies, drum trucks, pallet handling, and mechanical attachments. Pallet jacks, forklifts with drum clamps, and automated guided vehicles integrated into digital planning tools helped reduce manual handling and supported consistent safe workflows. Plants that aligned equipment choices, operator training, and predictive maintenance typically achieved lower incident rates and a reduced total cost of ownership.
Across the drum handling lifecycle, engineers focused on three pillars: stability, containment, and ergonomics. Stability involved matching drum type and mass, typically 180–360 kilograms for full 55‑gallon drums, with appropriate support geometry, wheelbase, and braking capability. Containment required compliant labeling, positive load restraint, and spill control measures sized for worst‑case releases. Ergonomics depended on limiting push–pull forces, avoiding manual tilting of full drums, and using mechanical aids for all vertical transfers, including palletizing and rack loading.
Industry trends moved toward powered forklift attachments with rotation and tilt functions, collaborative robotic interfaces, and digital twins that simulated drum traffic patterns and congestion. These technologies enabled better layout planning and reduced high‑risk maneuvers, such as tight turns with elevated drums or mixed traffic zones between pedestrians and vehicles. At the same time, lighter collapsible drums and optimized pallet patterns improved freight efficiency and reduced emissions, while still demanding rigorous handling controls.
For practical implementation, plants benefited from standardizing a limited set of drum movers sized to their heaviest expected loads and most demanding surfaces, then embedding inspection and maintenance intervals into the site’s computerized maintenance management system. Periodic audits of near‑miss reports, brake performance, wheel wear, and clamp integrity supported continuous improvement. A balanced approach recognized that technology alone did not eliminate risk; effective procedures, training, and supervision remained essential. By combining engineered controls, appropriate equipment, and disciplined operations, facilities could move 55‑gallon drums safely while controlling lifecycle cost and maintaining regulatory compliance.
