
Secure drum transport required a systematic approach that combined correct drum identification, engineered handling equipment, and disciplined operating practices. This article examined core safety principles, drum types and weights, hazard identification, and stability management across typical industrial environments. It then compared trucks, carriers, grabs, fork attachments, and pallet-securing solutions such as certified Drumclip systems, plus stacking, racking, and bunding strategies. Finally, it explored automation, digital twins, AI-based inspection, and cost and energy optimization, before consolidating key engineering takeaways for safe, compliant drum logistics.
Core Principles Of Safe Drum Transport

Safe drum transport relied on a structured approach that combined hazard knowledge, engineered controls, and disciplined operating practices. Industrial drums typically carried hazardous or high-value contents, so failures created disproportionate safety, environmental, and financial impacts. Core principles therefore focused on understanding drum characteristics, formal hazard assessment, replacing manual handling with engineered solutions, and controlling stability and load paths throughout the logistics chain.
Understanding Drum Types, Weights, And Failure Modes
Engineers first classified drums by construction, capacity, and closure type because these parameters governed both handling strategy and failure modes. Standard 200 L (55 gallon) steel or plastic drums could weigh 180–360 kg, with sources reporting up to 270 kg or 400–800 lb depending on contents. Tight head (closed head) drums behaved as sealed pressure vessels, while open head drums introduced gasket and ring clamp vulnerabilities. Typical failure modes included chime deformation under impact, bung or lid leakage from improper torque, wall buckling under stacking loads, and pallet-level instability from half-filled or sloshing contents. Understanding these mechanisms allowed selection of appropriate equipment such as drum trucks, carriers, or clamps that engaged the chime or body without local overstress.
Hazard Identification, SDS Review, And Regulatory Context
Before moving any drum, operators and supervisors reviewed the label and Safety Data Sheet (SDS) to identify flammability, toxicity, corrosivity, and reactivity. Unlabeled drums were treated as hazardous until positively identified, and missing bungs or lids were replaced and secured before movement. Regulatory frameworks such as transport of dangerous goods rules and environmental protection requirements mandated leak prevention, secondary containment, and inspection-friendly storage layouts. These rules also discouraged high or deep stacks that impeded visual inspection and increased collapse risk. Integrating SDS information into handling procedures defined PPE requirements, compatible equipment materials, and emergency response actions for spills or leaks during loading, transport, and unloading.
Risk Controls: From Manual Handling To Engineered Systems
Modern practice minimized manual handling of drums because a single unit could weigh hundreds of kilograms and cause severe musculoskeletal injuries. Risk control hierarchies prioritized elimination of manual lifting through use of forklifts, drum trucks, carriers, grippers, and hydraulic dumpers designed for drum geometry. Specialized equipment such as overhead clamps, drum grabs, and powered hand trucks allowed one operator to lift, tilt, rotate, and pour while maintaining a safe posture and distance. Procedures also addressed non-routine tasks like decanting, drum crushing, or deheading, where rotating or cutting operations introduced additional pinch, projection, and exposure hazards. Regular inspection and maintenance of handling devices, including brakes, hydraulic systems, and gripping mechanisms, closed the loop by preventing equipment-induced failures.
Stability, Load Paths, And Center-Of-Gravity Management
Stability management focused on keeping the drum’s center of gravity (COG) within the support polygon of pallets, trucks, or carriers during all operations. Half-filled drums were particularly unstable because liquid sloshing shifted the effective COG and generated dynamic loads under acceleration, braking, or impact. Engineers considered load paths from the drum shell and chimes, through gripping points and pallets, into truck decks or storage racks, ensuring each interface provided adequate stiffness and friction. Transport guidelines therefore limited stacks typically to two drums high and two drums wide to maintain inspection access and reduce column loads and tipping moments. During rolling, upending, or lowering operations, prescribed hand positions, body posture, and use of drum lifter bars controlled both operator biomechanics and drum trajectory, reducing crush and tip-over risks.
Equipment Options For Moving And Securing Drums

Engineered drum handling equipment reduced manual effort, improved safety, and supported regulatory compliance. Operators used purpose-built devices to control heavy, unstable loads and hazardous contents. Proper selection depended on drum geometry, mass, product sensitivity, and movement frequency.
Comparing Drum Trucks, Carriers, Grabs, And Fork Attachments
Drum trucks and hand trucks supported short-distance, low-level transport where floor conditions were adequate. Standard drum hand trucks carried up to approximately 450 kg, with two- or four-wheel configurations and optional brakes for uneven floors. Drum carriers added lifting and controlled tilting functions, often with hydraulic pumps, swivel casters, and capacities near 350 kg for 200-liter drums. These units allowed a single operator to raise drums up to roughly 0.8 m, rotate them, and position them in process areas or on pallets.
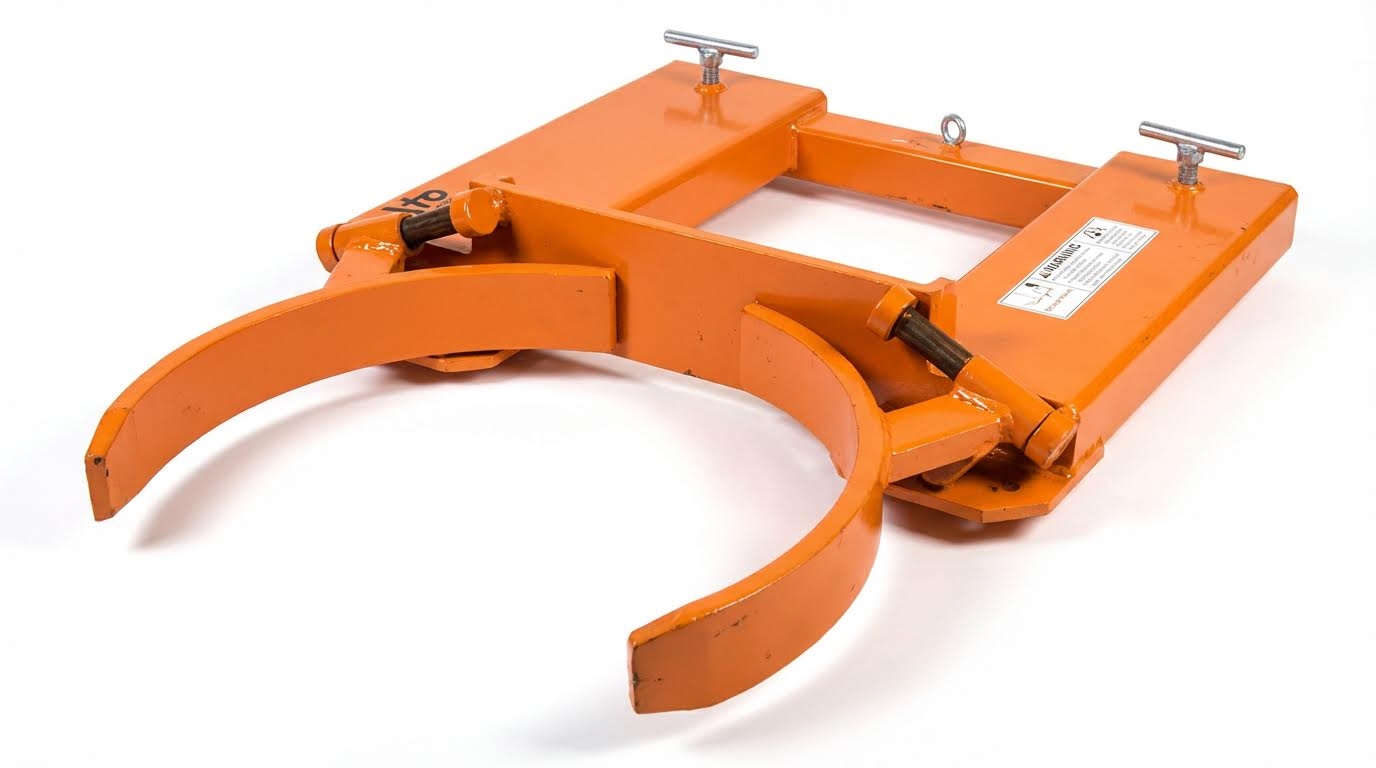
Drum grabs and overhead clamps interfaced with cranes or hoists to lift drums vertically from the chime or body. They enabled stacking, loading into mixers, or feeding elevated platforms while keeping operators clear of the fall zone. Forklift attachments, including fork-mounted grabs and rotators, integrated drum handling into existing lift trucks. These attachments allowed clamping, lifting, rotating, and pouring without manual repositioning, which reduced exposure to leaks and ergonomic strain.
Selection between these options depended on route length, required lift height, and the need for rotation or decanting. Trucks and carriers suited ground-level moves between storage and local workstations. Overhead grabs and forklift attachments suited high-bay storage, bulk transfer, and high-throughput loading where vertical access and repeatability were critical.
Design And Selection Criteria For Drum Handling Devices
Engineers evaluated drum dimensions, material, and mass before specifying handling devices. A standard 55-gallon drum weighed between approximately 180 kg and 360 kg, so equipment ratings of at least 1.25 times maximum drum mass were advisable. Devices needed compatibility with steel, plastic, or fiber drums, and with tight-head or open-head closures, because rim geometry affected gripping reliability. Specialized clamping heads or adjustable grippers reduced the risk of slippage and drum deformation.
Stability and center-of-gravity control were critical. Wide wheelbases, low lifted centers, and controlled tilt mechanisms improved resistance to tipping on uneven floors. Ergonomic design features, such as offset handles, foot-operated hydraulic pumps, and brake-equipped casters, reduced operator strain and improved fine positioning. For powered units, designers considered duty cycle, hydraulic system integrity, and emergency stop accessibility.
Environment and product hazards also influenced selection. For flammable or corrosive contents, users preferred spark-resistant components, chemical-resistant seals, and materials compatible with expected spills. Compliance with occupational safety regulations and relevant equipment standards helped ensure adequate factor of safety and guarding. Finally, maintainability, availability of spares, and inspection access influenced lifecycle cost and uptime.
Securing Drums On Pallets: Straps, Drumclip, And Blocking
Securing drums on pallets required controlling both translation and rotation under transport accelerations. Conventional methods used polyester or steel straps, corner protectors, anti-slip mats, and timber or plastic blocking to prevent movement. Operators arranged drums in tight patterns, with even spacing and aligned chimes, then tensioned straps to create a unified load. Overstrapping and excessive compression were avoided to prevent drum deformation or bung leakage.
Drumclip devices introduced a reusable mechanical interface between drums and pallet edges. Models such as DC18A, DC19B, and DC23C were designed for 200-liter tight-head, open-head, plastic, and ISO drums. Typically, two Drumclips per pallet, placed on opposite sides, were sufficient to stabilize a four-drum pattern when used with appropriate strapping. Certification to standards such as DIN EN 12642 Annex B, ISTA 3E, and EUMOS 40509 demonstrated tested performance for load restraint and pallet stability.
Drumclips lasted up to roughly two years under intensive use when inspected regularly for wear, cracking, and deformation. Their use reduced or eliminated full-pallet stretch wrapping, which lowered material consumption, storage volume for packaging, and handling time. Case studies reported operator time reductions by approximately 50%, and in some situations by 80–90%, compared with conventional wrapping-based securing methods.
Stacking, Racking, And Bunding For Storage And Transit
Advanced Practices: Automation, Monitoring, And Efficiency
Advanced drum-handling practices increasingly relied on automation, sensing, and data analytics to reduce manual risk and improve throughput. Facilities that handled 200-liter (55-gallon) drums, often weighing 180–360 kg, integrated engineered devices such as drum carriers, powered hand trucks, hydraulic dumpers, and forklift attachments into semi-automated flows. These solutions reduced over-exertion, stabilized partially filled drums, and limited operator exposure to hazardous contents. Automation also supported consistent compliance with stacking rules, inspection access, and spill-prevention requirements.
Integrating Drum Handling With Forklifts, AGVs, And Cobots
Engineers integrated drum handling equipment with forklifts using dedicated fork-mounted grabs, clamps, and rotators that positively engaged the drum chime or body. This approach removed the need for operators to manually balance drums weighing up to 270 kg, while still allowing precise positioning at storage racks, bunds, and process lines. Automated guided vehicles (AGVs) and autonomous mobile robots (AMRs) transported pallets of drums along fixed or mapped routes, using certified load-securing systems such as Drumclip to maintain pallet stability under acceleration and braking. Collaborative robots (cobots) did not usually move the full drum mass, but they supported peripheral tasks such as positioning Drumclips, handling bungs and lids, or operating drum deheaders and pumps within guarded cells. Successful integration required clear traffic segregation, standardized pallet footprints, and interlocks between vehicle control systems and fixed guarding to prevent human entry into active drum-handling zones.
Digital Twins And Layout Optimization For Drum Logistics
Digital twins of drum warehouses and production logistics modeled flows from delivery, through storage, to decanting and waste handling. Engineers input drum dimensions, weight distributions, stacking limits (typically no more than two drums high and two wide), and equipment envelopes for drum carriers, trucks, and forklifts. Simulation tools then evaluated aisle widths, turning radii, and AGV path conflicts, highlighting collision risks and congestion at loading docks or bunded storage areas. By iterating layouts virtually, designers optimized pallet positions, inspection corridors, and emergency access while respecting regulatory requirements for spill containment and hazardous material segregation. These models also quantified the impact of using devices such as 350 kg-capacity drum carriers or hydraulic dumpers on cycle time and labor utilization, supporting investment decisions and phased automation roadmaps.
AI-Driven Inspections, Predictive Maintenance, And Safety
Artificial intelligence supported condition monitoring of drums, pallets, and handling equipment through camera systems, vibration sensors, and pressure or load cells. Vision algorithms detected leaks, corrosion, missing bungs, or overfilled drums by comparing live images with trained reference sets, flagging non-compliant units before loading. On drum handling assets such as hydraulic carriers, dumpers, and crushers, AI-based predictive maintenance models used operating hours, load histories, and hydraulic pressure profiles to forecast seal wear, pump degradation, or structural fatigue. This reduced unplanned downtime and minimized the risk of failures during high-consequence operations like elevated pouring or drum crushing at 38 000 lbf. Safety management systems integrated these insights with training records and incident data, enabling targeted interventions where manual handling persisted or where near-miss patterns suggested layout or procedure weaknesses.
Reducing Lifecycle Costs And Improving Energy Efficiency
Lifecycle cost reduction depended on matching automation levels to drum throughput, hazard class, and handling frequency. Powered drum trucks, AGV pallet movements, and high-duty hydraulic dumpers required higher capital expenditure but reduced operator headcount, injury rates, and product damage over time. Reusable securing solutions such as Drumclip, which remained serviceable for one to two years with inspection, lowered consumable use compared with single-use wrapping and foiling, and reduced pallet counts and storage volume. Energy efficiency improved when facilities standardized on modern hydraulic units with efficient pumps, low-rolling-resistance wheels, and optimized AGV routing that minimized empty travel. Engineers evaluated total cost of ownership by combining energy consumption, maintenance, training, and incident costs, demonstrating that well-engineered automated drum-handling systems could deliver both safety gains and measurable operating expenditure reductions.
Summary And Key Takeaways For Secure Drum Transport

Secure drum transport relied on a structured hierarchy of controls, from hazard identification to engineered handling and restraint systems. Operators first classified drums by type and mass, then evaluated contents, SDS data, and regulatory requirements before defining handling methods. Engineered solutions such as drum trucks, hydraulic carriers, forklift attachments, and certified restraint systems like Drumclip reduced manual handling and improved repeatability. These devices, when correctly selected and maintained, supported compliance with load-securing standards and reduced incident rates.
Certification frameworks such as DIN EN 12642 Annex B, ISTA 3E, and EUMOS 40509 defined performance thresholds for load stability and cargo safety. Products that met these standards, including reusable drum-securing hardware, enabled verifiable, test-backed transport configurations. Reusable systems also reduced film and pallet consumption, improved loading speed, and lowered operator exposure time around unstable loads. Future trends pointed toward greater automation with AGVs, cobots, and integrated drum-handling modules, combined with digital monitoring of forces, displacement, and equipment condition.
Practical implementation required disciplined inspection routines, conservative stacking (typically no more than two drums high), and use of bunds or spill containment where hazardous liquids were present. Facilities needed clear handling procedures, operator training, and PPE aligned with SDS guidance. A balanced strategy combined automation and advanced devices with robust housekeeping, flat and non-slip surfaces, and adequate space for maneuvering drum equipment. Organizations that treated drum transport as a complete engineered system—covering lifting, securing, storage, and emergency response—achieved lower lifecycle costs, higher throughput, and stronger safety and environmental performance.
